






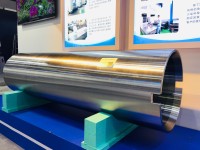
कोल्ड रोल्ड सिलिकॉन स्टील कॉइल का टेम्पर्ड कस्टमाइज्ड कास्टिंग स्टील स्पूल
**********************************गिनीकृमि कास्टिंग स्टील स्पूल का लाभ***********************************
1、हमारे पास आस्तीन की सांद्रता, गतिशील संतुलन और अन्य आवश्यकताओं के लिए सख्त आवश्यकता है।
2、हमारी कंपनी का स्टील स्लीव ब्लैंक सेंट्रीफ्यूगल कास्टिंग द्वारा प्राप्त किया जाता है।
3、कंपनी के पास डिजाइन, विकास और निर्माण की अपनी पेशेवर प्रसंस्करण है, और सिद्ध मशीनिंग तकनीक भी है।
- GW Precision
- लुओयांग, चीन
- संविदागत शर्त
- स्टील स्पूल की वार्षिक क्षमता 4000 टुकड़े है
- जानकारी
कोल्ड रोल्ड सिलिकॉन स्टील कॉइल का टेम्पर्ड कस्टमाइज्ड कास्टिंग स्टील स्पूल
कास्टिंग स्टील स्पूल सामग्री | विनिर्देश |
35क्रोमोव | 565*505*1700 |
कोल्ड रोल्ड सिलिकॉन स्टील कॉइल टेम्परिंग के लिए अनुकूलित 35CrMoV कास्टिंग स्टील स्पूल के अनुप्रयोग परिदृश्य
मूलभूत प्रकार्य
सहायक रोलर्स: उच्च रेडियल दबाव (सैकड़ों टन तक) और शीत रोलिंग प्रक्रिया के दौरान वैकल्पिक भार का सामना करना;
ट्रांसमिशन टॉर्क: उच्च परिशुद्धता रोलिंग (स्ट्रिप मोटाई सहिष्णुता ± 1-3 μ मीटर) प्राप्त करने के लिए रोलिंग मिल को चलाएं;
थकान और घिसाव प्रतिरोध: उच्च गति रोलिंग (300-800 आरपीएम) और दीर्घकालिक चक्रीय तनाव के लिए उपयुक्त।
सामान्य परिचालन स्थितियाँ
उच्च भार: कोल्ड रोलिंग मिल में एक बड़ी रोलिंग शक्ति होती है, और आस्तीन को अत्यधिक उच्च संपर्क तनाव का सामना करने की आवश्यकता होती है;
कम तापमान वातावरण: ठंडा रोलिंग तापमान आमतौर पर ≤ 120 ℃ है, लेकिन स्थानीय घर्षण गर्मी 200 ℃ तक पहुंच सकती है;
स्नेहन आवश्यकताएँ: जंग और चिपकने वाले पहनने से बचने के लिए रोलिंग तेल के साथ संगत।
लागू उपकरण
चार रोल/छह रोल कोल्ड रोलिंग मिलें (जैसे सेंडज़िमिर मिल्स, यूसी-मिल);
उच्च परिशुद्धता रोलिंग मिलें (जैसे ऑटोमोटिव शीट और टिन प्लेटेड शीट रोलिंग इकाइयां)।
35CrMoV (शमन और टेम्पर्ड: शमन+उच्च तापमान टेम्परिंग) कास्टिंग स्टील स्पूल के यांत्रिक गुण
प्रदर्शन संकेतकों के लिए विशिष्ट मूल्य परीक्षण मानक
तन्य शक्ति (σ ₆) 900-1100 एमपीए जीबी/टी 228.1 (आईएसओ 6892)
उपज शक्ति (σ ₀) ₂) 750-950 एमपीए
बढ़ाव दर (δ) ≥ 12% गेज लंबाई 5d के साथ (जहाँ d नमूने का व्यास है)
प्रभाव ऊर्जा (अकु) ≥ 50 J (कमरे के तापमान पर) जीबी/T 229 (आईएसओ 148)
कठोरता एचआरसी 28-35 (बुझाई और टेम्पर्ड अवस्था) जीबी/टी 230.1
अनुभागीय संकोचन दर (ψ) ≥ 45%
सेंट्रीफ्यूगल कास्टिंग स्टील स्पूल को गिनीकृमि परिशुद्धता द्वारा अपनाया जाता है ताकि स्टील स्पूल की आंतरिक और बाहरी सतह दरारें, स्लैग समावेशन, छिद्रों और रेत के छिद्रों जैसे दोषों से मुक्त हो। कास्टिंग स्टील स्पूल के यांत्रिक गुणों को सुनिश्चित करने के लिए परिपक्व ताप उपचार तकनीक को अपनाएं।

कास्टिंग स्टील स्पूल के ताप उपचार का विवरण
हम स्टील स्पूल के लिए कड़ाई से गर्मी उपचार का संचालन करेंगे जिसमें यांत्रिक संपत्ति में विशिष्ट मांग है, यांत्रिक संपत्ति के इसी परीक्षण में भी, यह सुनिश्चित करें कि हर उत्पाद सर्वोत्तम स्थिति और ग्राहकों के अच्छे परिणाम प्राप्त करे।

अल्ट्रा-लॉन्ग स्टील स्पूल के आंतरिक छेद प्रसंस्करण के लिए, हमारी कंपनी ने एक विशेष उपकरण विकसित और स्वतंत्र रूप से निर्मित किया है - चर गति स्व-फ़ीड डीप होल बोरिंग मशीन; बाहरी सर्कल की मशीनिंग आस्तीन के बाहरी सर्कल की आयामी सटीकता सुनिश्चित करने के लिए सीएनसी खराद में पूरी की जाती है। निरंतर सुधार के माध्यम से, हमारी कंपनी ने कास्टिंग स्टील स्पूल समाक्षीयता बेलनाकार समरूपता और गतिशील संतुलन और अन्य तकनीकी संकेतकों को सुनिश्चित करने के लिए सही प्रसंस्करण प्रौद्योगिकी का एक सेट बनाया है।



