




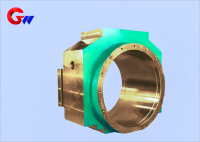
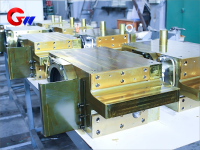
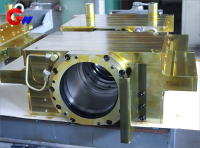
गर्म रोलिंग मिल मशीन संचालित साइड काम रोलर रोलिंग मिल ब्लॉक शाफ्ट
हमारी कंपनी डीएमजी डीएमएफ1800 * 600 पांच अक्ष मशीनिंग केंद्र, क्षैतिज मशीनिंग केंद्र, ऊर्ध्वाधर मशीनिंग केंद्र, गैन्ट्री मशीनिंग केंद्र और उच्च परिशुद्धता तीन समन्वय निरीक्षण है।
कार्य रोलर रोलिंग मिल शाफ्ट ब्लॉक गिनीकृमि परिशुद्धता कुंजी उत्पादों में से एक है।
- GW Precision
- लुओयांग, चीन
- संविदागत शर्त
- स्टील स्पूल की वार्षिक क्षमता 4000 टुकड़े है
- जानकारी
गर्म रोलिंग मिल मशीन संचालित साइड काम रोलर रोलिंग मिल शाफ्ट ब्लॉक
(प्लेट और स्ट्रिप/सेक्शन स्टील की गर्म रोलिंग उत्पादन लाइनों के लिए उपयुक्त)
1、अनुप्रयोग परिदृश्य
1. मुख्य कार्य
रोलर स्थिति और बल संचरण:
रोलिंग बल (अधिकतम 30MN) और झुकने वाले बल (± 1000kN) की क्रिया के तहत कार्यशील रोल की स्थिरता बनाए रखें
काटने वाले स्टील के तात्कालिक प्रभाव भार को सहन करें (प्रभाव गुणांक 2.0-3.5)
थर्मल प्रबंधन:
400-800 ℃ के रोलिंग तापमान वातावरण में काम करते हुए, तात्कालिक सतह का तापमान 300-450 ℃ तक पहुंच सकता है
आवधिक तापीय तनाव का प्रतिरोध करने की आवश्यकता (शशशश10 ⁵ चक्र/वर्ष)
2. मिल शाफ्ट ब्लॉक की विशिष्ट कार्य स्थितियां
यांत्रिक भार: हर्ट्ज संपर्क तनाव 1000-1500 एमपीए, मरोड़ कंपन भार (महत्वपूर्ण गति को कार्य गति से 1.5-2.5 गुना बचना चाहिए)
घिसाव का वातावरण: आयरन ऑक्साइड स्केल अपघर्षक कण (एचवी800-1100)+रोलिंग स्नेहक उच्च तापमान कार्बोनाइजेशन जमाव
कार्य रोलर रोलिंग मिल शाफ्ट ब्लॉक का सामग्री चयन और अनुकूलन
1. आधार सामग्री
सामग्री ग्रेड, मुख्य लाभ, लागू परिदृश्य
50CrMoV उच्च तापमान शक्ति (σ 0.2 ≥ 650MPa 500 ℃ पर) चौड़ी और मोटी प्लेट रोलिंग मिल (रोल बॉडी>3m)
रोलिंग के दौरान 38CrNiMoV उच्च-शक्ति स्ट्रिप स्टील का निम्न चक्र थकान प्रदर्शन (Δ ε t=1% पर एनएफ ≥ 5000 गुना)
H13 बेहतर गर्मी प्रतिरोधी क्रैकिंग (थर्मल चालकता 24W/m · K) स्टेनलेस स्टील हॉट-रोल्ड
2. प्रमुख सुदृढ़ीकरण प्रौद्योगिकियां
बेयरिंग संभोग सतह:
लेजर शमन (सख्त परत गहराई 2-3 मिमी, एचआरसी54-58)
प्लाज्मा छिड़काव स्वागत-10Co4Cr (छिद्रता<0.8%)
थ्रेडेड कनेक्शन क्षेत्र: बोरोनाइजिंग उपचार (Fe2B परत 50-80 μ m)
3. नवीन सामग्री अनुप्रयोग
ढाल कार्यात्मक अक्ष:
कोर: 25Cr2MoV (उच्च मजबूती)
सतह: स्टेलाइट 21 (उच्च तापमान पर घिसाव प्रतिरोधी)
गर्म आइसोस्टेटिक दबाव (एचआईपी) के माध्यम से प्रसार बंधन
3. ताप उपचार प्रणाली
वैक्यूम शमन: 1020 ℃ × 3h (नाइट्रोजन शीतलन)
डबल टेम्परिंग: 560 ℃ × 4 घंटे + 520 ℃ × 6 घंटे (तेल ठंडा)
स्थिरीकरण उपचार: गहन शीतलन (-120 ℃ × 8 घंटे) + आयुवृद्धि (250 ℃ × 24 घंटे)
4. सतह को मजबूत बनाना
समग्र प्रसंस्करण:
शॉट पीनिंग (अलमेन स्ट्रेंथ 0.4-0.45mmN)
आयोनिक सल्फरीकरण (फेज़ परत 1-2 μ मीटर)
लेज़र टेक्सचरिंग (एसए=3–5 μ m)
*मुख्य प्रक्रियाएँ:
बियरिंग स्थिति का निरंतर तापमान पीसना (शीतलक 20 ± 1 ℃)
संक्रमण पट्टिका की विद्युत रासायनिक मशीनिंग (आर कोण सटीकता ± 0.05 मिमी)*
के विशिष्ट पैरामीटरकार्य रोलर रोलिंग मिल शाफ्ट ब्लॉक
पैरामीटर संकेतकों के लिए आवश्यकताएँ
अक्ष व्यास सहिष्णुता φ 320 ± 0.008 मिमी
उच्च तापमान रेंगना दर ≤ 1 × 10 ⁻⁷%/h (500 ℃/200MPa)
कंपन त्वरण ≤ 4.5m/s ² (आईएसओ 10816-8)
हॉट रोलिंग मिल में इस शाफ्ट का सेवा जीवन 2-3 वर्ष (1.5-2 मिलियन टन की वार्षिक रोलिंग क्षमता के साथ) है, और इसे ग्रेडिएंट सामग्रियों का उपयोग करके 5 साल तक बढ़ाया जा सकता है। थर्मल थकान विफलता का अनुपात 60% से अधिक है, और वर्तमान अनुसंधान और विकास का ध्यान नैनोस्ट्रक्चर्ड थर्मल बैरियर कोटिंग्स पर है।



