




एल्यूमीनियम पट्टी रोलिंग मिल के लिए 35CrMoV केन्द्रापसारक कास्ट स्टील आस्तीन
एल्युमिनियम स्ट्रिप रोलिंग मिल के लिए 35CrMoV सेंट्रीफ्यूगल कास्ट स्टील स्लीव के अनुप्रयोग परिदृश्य
लागू उपकरण
चार रोल/छह रोल कोल्ड रोलिंग मिल: 1xxx-8xxx श्रृंखला एल्यूमीनियम मिश्र धातु पट्टी (मोटाई 0.3-6 मिमी) के परिशुद्धता रोलिंग के लिए उपयोग किया जाता है।
गर्म रोलिंग मिल इकाई: 400-600 डिग्री सेल्सियस की गर्म रोलिंग स्थितियों के लिए उपयुक्त (बाहरी जल शीतलन प्रणाली की आवश्यकता होती है)।
मूलभूत प्रकार्य
उच्च परिशुद्धता संचरण: सुनिश्चित करें कि रोलिंग मिल का रेडियल रनआउट ≤ 0.02 मिमी है (स्ट्रिप के लिए ± 0.5% की मोटाई सहिष्णुता के साथ)।
विरोधी प्रभाव भार: काटने वाले स्टील के तात्कालिक प्रभाव बल का सामना करें (शीर्ष मान रेटेड लोड के 150% तक)।
- GW Precision
- लुओयांग, चीन
- संविदागत शर्त
- स्टील स्पूल की वार्षिक क्षमता 4000 टुकड़े है
- जानकारी
एल्यूमीनियम पट्टी रोलिंग मिल के लिए 35CrMoV केन्द्रापसारक कास्ट स्टील आस्तीन
एल्युमिनियम स्ट्रिप रोलिंग मिल के लिए 35CrMoV सेंट्रीफ्यूगल कास्ट स्टील स्लीव की सामग्री विशेषताएँ
रासायनिक संरचना (जीबी/टी 3077 अनुकूलन)
|तत्व | सी 0.32-0.38 | सीआर 0.8-1.2 | मो 0.2-0.4 | वी 0.1-0.3 | एमएन 0.5-0.8 | सी 0.2-0.4|
वी माइक्रोअलॉयिंग: नैनो आकार के वीसी अवक्षेपों का निर्माण, जिससे थकान शक्ति में 25% की वृद्धि होती है।
यांत्रिक गुण (शमन और टेम्परिंग उपचार के बाद)
संकेतकों के लिए विशिष्ट मूल्य परीक्षण मानक
तन्य शक्ति 950-1100 एमपीए जीबी/टी 228.1
प्रभाव ऊर्जा (-20 ℃) ≥ 45 J जीबी/T 229
कठोरता मॉडिफ़ाइड अमेरिकन प्लान 260-290 जीबी/T 231.1
विशेष प्रदर्शन
थर्मल विस्तार गुणांक: 12.8 × 10 ⁻⁶ / ℃ (20-300 ℃), एल्यूमीनियम मिश्र धातु रोलिंग तापमान वृद्धि के साथ मेल खाता है।
पहनने का प्रतिरोध: फिसलन घर्षण गुणांक μ ≤ 0.15 (स्नेहन स्थितियों के तहत)।
उत्पाद की जानकारी
| आस्तीन सामग्री | विनिर्देश |
| 35क्रोमोव | 665*605*1600. |
स्टील आस्तीन के ताप उपचार का विवरण
हम इस्पात आस्तीन के लिए कड़ाई से गर्मी उपचार का संचालन करेंगे जिसमें यांत्रिक संपत्ति में विशिष्ट मांग है, यांत्रिक संपत्ति के इसी परीक्षण में भी, यह सुनिश्चित करें कि हर उत्पाद सर्वोत्तम स्थिति और ग्राहकों के अच्छे परिणाम प्राप्त करे।
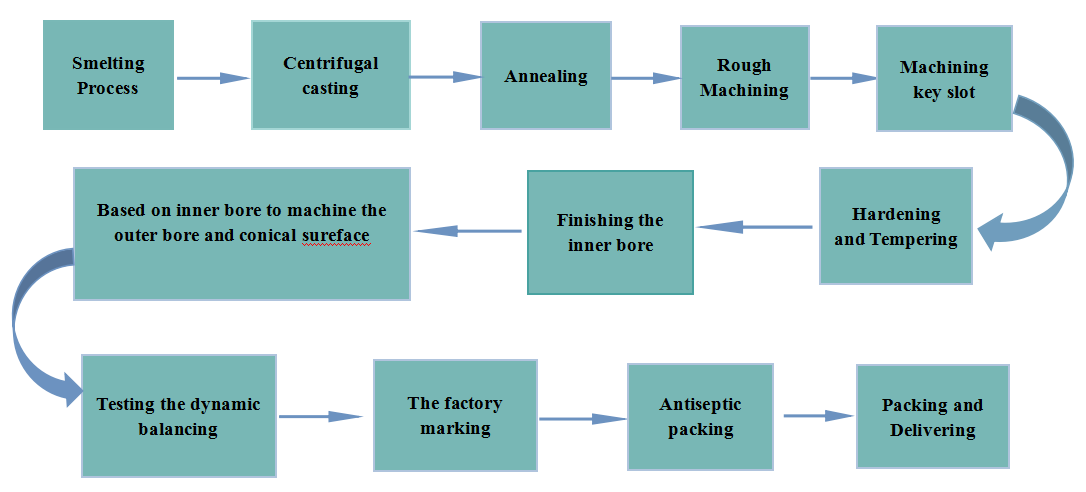
एल्युमिनियम स्ट्रिप रोलिंग मिल के लिए 35CrMoV सेंट्रीफ्यूगल कास्ट स्टील स्लीव की विनिर्माण प्रक्रिया
अपकेंद्री प्रक्षेप
प्रक्रिया पैरामीटर:
गति: 800-1200rpm (आस्तीन के व्यास के अनुसार समायोजित)
डालने का तापमान: 1580 ± 20 ℃
शीतलन दर: 30-50 ℃/मिनट (बाहरी दीवार पर पानी का छिड़काव करके बलपूर्वक शीतलन)
संगठनात्मक नियंत्रण: उत्तम पर्लाइट+फेराइट मैट्रिक्स प्राप्त करें (अनाज का आकार ≥ 6)
उष्मा उपचार
दोहरी शमन और तड़के:
880 ℃ × 2h तेल शमन (शीतलन दर 80 ℃/s)
600 ℃ x 4h टेम्परिंग (वायु-शीतित)
मशीनिंग
गहरे छेद मशीनिंग: बीटीए ड्रिलिंग (सीधापन ≤ 0.01 मिमी/मी) का उपयोग किया जाता है।
सतह उपचार: आंतरिक छिद्र इलेक्ट्रोलाइटिक पॉलिशिंग (आरए ≤ 0.4 μ m)।
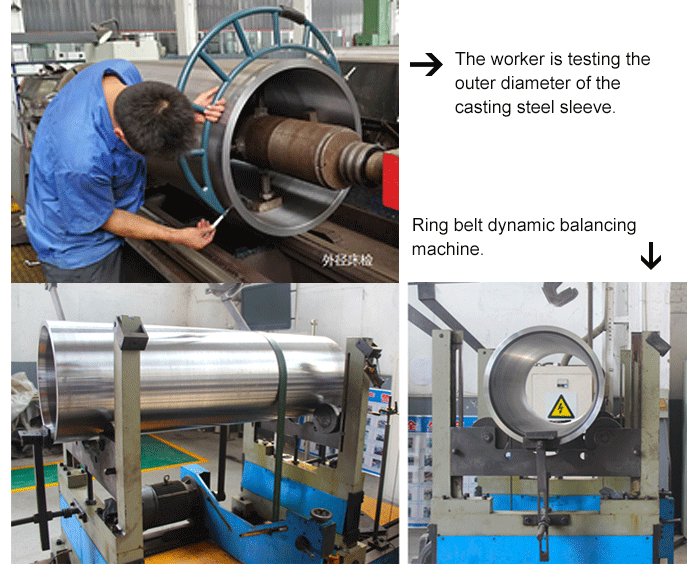
गतिशील संतुलन परीक्षण
निरीक्षण के संदर्भ में, ग्राहकों के लाभों की रक्षा करने और उत्पादों की बेहतर गुणवत्ता सुनिश्चित करने के लिए, हमने पारंपरिक आयामी निरीक्षण के अलावा गर्मी उपचार के बाद यांत्रिक गुणों पर विभिन्न परीक्षण किए हैं। रिंग बेल्ट डायनेमिक बैलेंसिंग मशीन 100% डायनेमिक बैलेंसिंग परीक्षण हो सकती है।
उत्पाद पैकेजिंग
हमारे पास उत्कृष्ट पैकेजिंग टीम और परिपक्व पैकेजिंग तकनीक है।
हमारे उत्पाद उपयोगकर्ताओं द्वारा व्यापक रूप से मान्यता प्राप्त और विश्वसनीय हैं तथा वे लगातार बदलती आर्थिक और सामाजिक आवश्यकताओं को पूरा कर सकते हैं।
एल्युमिनियम स्ट्रिप रोलिंग मिल के लिए 35CrMoV सेंट्रीफ्यूगल कास्ट स्टील स्लीव के लिए पैकेजिंग विनिर्देश
जंगरोधी पैकेजिंग
आंतरिक परत: वाष्प चरण जंग रोधी फिल्म (वीसीआई) के साथ लपेटा गया
बाहरी परत: 1.5 मिमी मोटी जलरोधक क्राफ्ट पेपर + पीई रैपिंग फिल्म
निश्चित परिवहन
लकड़ी की ट्रे (1200 × 1000 मिमी), स्टील की पट्टियों से बंधी हुई (तनाव ≥ 500kgf)
अक्षीय टक्कर रोधी फोम पैड (मोटाई ≥ 50 मिमी)
पहचान संबंधी आवश्यकताएँ
लेजर उत्कीर्णन जानकारी:
सामग्री ग्रेड: 35CrMoV
ताप उपचार बैच: क्यूटी-XXX
अधिकतम गति: 1500rpm (लाल लेबल चेतावनी)







