







एल्यूमीनियम पन्नी रोलिंग मिल 35CrNiMo स्टील आस्तीन (अनुकूलित)
35CrNiMo स्लीव एल्युमिनियम फॉयल रोलिंग मिलों के उच्च-प्रदर्शन घटकों के लिए तकनीकी बेंचमार्क का प्रतिनिधित्व करता है, और इसका व्यापक प्रदर्शन अपूरणीय है, खासकर अल्ट्रा-थिन और हाई-स्पीड रोलिंग परिदृश्यों में। हालाँकि, परिष्कृत ताप उपचार और सतह इंजीनियरिंग के माध्यम से इसके मूल्य को अधिकतम करने की आवश्यकता है।
- Guangwei Manufacturing Precision
- लुओयांग, चीन
- संविदागत शर्त
- स्टील स्पूल की वार्षिक क्षमता 4000 टुकड़े है
- जानकारी
एल्यूमीनियम पन्नी रोलिंग मिल 35CrNiMo स्टील आस्तीन (अनुकूलित)
| आस्तीन सामग्री | विनिर्देश |
| 35क्रोमोव | 665*605*1600 |
35CrNiMo की रासायनिक संरचना (द्रव्यमान प्रतिशत)
निष्पादन मानक: जीबी/T 3077-2015 (चीन), एएसटीएम A434 (अमेरिकी मानक)
तत्व सामग्री की सीमा (%) फ़ंक्शन
कार्बन (सी) 0.32-0.40 ताकत और कठोरता सुनिश्चित करता है, कार्बाइड सुदृढ़ीकरण चरण बनाता है
क्रोमियम (करोड़) 0.60-0.90 कठोरता, संक्षारण प्रतिरोध और उच्च तापमान शक्ति में सुधार करता है
निकेल (नी) 1.40-1.80 कम तापमान पर मजबूती में उल्लेखनीय सुधार करता है और ऑस्टेनाइट संरचना को स्थिर करता है
मोलिब्डेनम (एमओ) 0.15-0.25 टेम्पर भंगुरता को दबाता है और रेंगने के प्रतिरोध को बढ़ाता है
मैंगनीज (एम.एन.) 0.50-0.80 कठोरता में सहायता करता है और तापीय प्रसंस्करण प्रदर्शन में सुधार करता है
सिलिकॉन (हाँ) 0.17-0.37 डीऑक्सीडेशन शक्ति में सुधार करने के लिए
फॉस्फोरस (P) ≤ 0.025 अशुद्धियाँ (कड़ाई से नियंत्रित)
सल्फर (S) ≤ 0.025 अशुद्धियाँ (तापीय भंगुरता को प्रभावित करने वाली)
एल्यूमीनियम पन्नी रोलिंग मिल के लिए 35CrNiMo स्टील आस्तीन (अनुकूलित) की गर्मी उपचार प्रक्रिया
फोर्जिंग: अंतिम फोर्जिंग तापमान ≥ 850 ℃, फोर्जिंग के बाद धीमी गति से ठंडा होना (गड्ढे में ठंडा होना या भट्ठी में ठंडा होना)
सामान्यीकरण: 880 ± 10 ℃ × 2h, वायु-शीतित
शमन: 850 ± 10 ℃ तेल शमन (शीतलन दर 80-100 ℃/s)
क्रायोजेनिक उपचार:- 80 ℃ × 2h (वैकल्पिक, आयामी स्थिरता में सुधार करता है)
टेम्परिंग: 550 ± 10 ℃ × 4h, जल-शीतलित या तेल-शीतलित (टेम्परिंग भंगुरता से बचने के लिए)

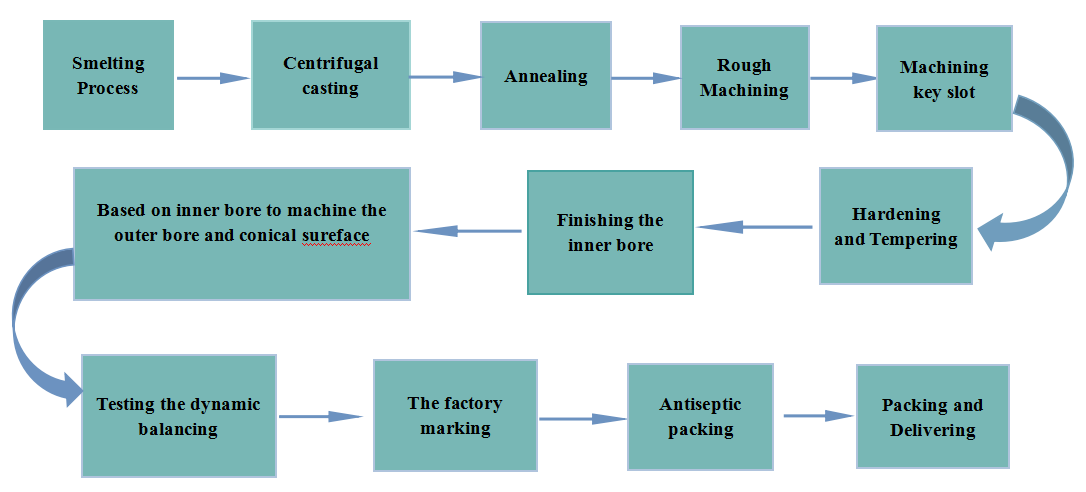
एल्यूमीनियम पन्नी रोलिंग मिल के लिए अनुकूलित 35CrNiMo स्टील आस्तीन के लिए यांत्रिक प्रसंस्करण आवश्यकताएं
आयामी सहिष्णुता:
आंतरिक/बाहरी व्यास: आईटी6 ग्रेड (≤ 0.02 मिमी)
बेलनाकारता: ≤ 0.005 मिमी
सतह खुरदरापन: आरए ≤ 0.8 μ m (संभोग सतह के लिए आरए ≤ 0.4 μ m की आवश्यकता होती है)
अवशिष्ट तनाव नियंत्रण: मशीनिंग के बाद तनाव से राहत एनीलिंग (300 ℃ × 4h) की आवश्यकता होती है

जांच और परीक्षण
सख्त निरीक्षण और परीक्षण प्रक्रियाएं हमारी गुणवत्ता आश्वासन हैं। प्रत्येक आस्तीन में रासायनिक संरचना विश्लेषण रिपोर्ट, गर्मी उपचार रिपोर्ट, सामग्री यांत्रिक विश्लेषण रिपोर्ट, आयामी सहिष्णुता, आकार और स्थिति सहिष्णुता निरीक्षण रिपोर्ट का एक पूरा सेट है, जिनमें से सभी का पता लगाने की क्षमता है।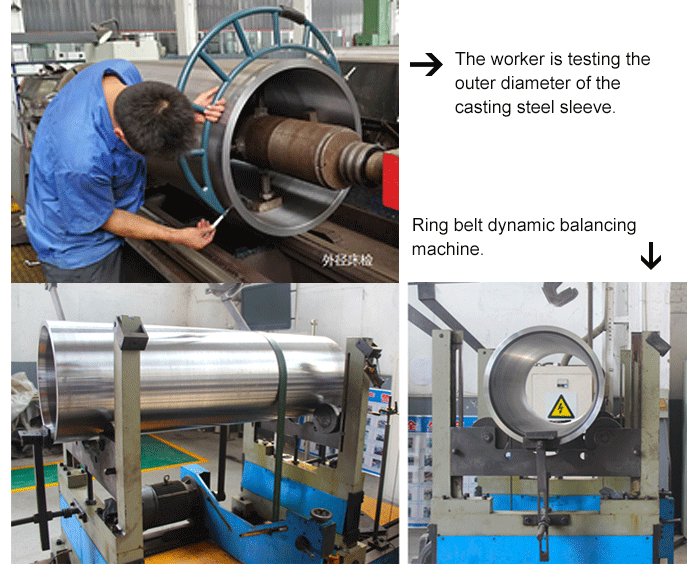
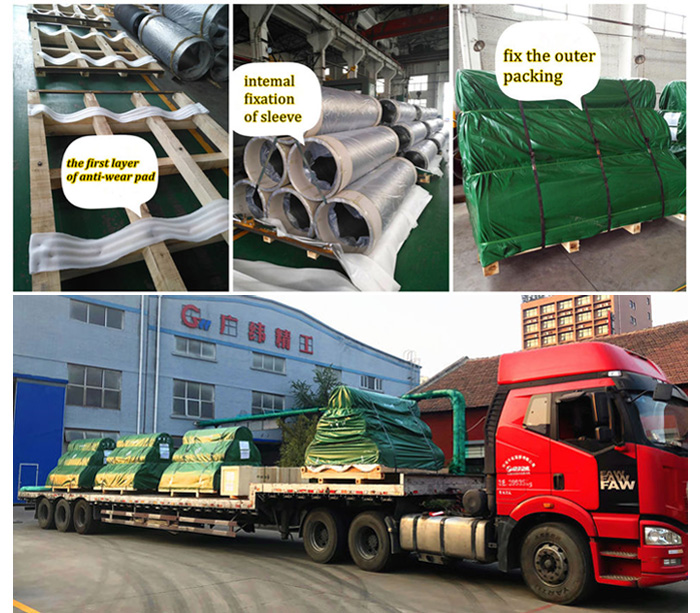
पैकेजिंग
हमारे पास उत्कृष्ट पैकेजिंग टीम और परिपक्व पैकेजिंग तकनीक है।
पैकेजिंग में उत्पादों की सुरक्षा सुनिश्चित की जानी चाहिए, ताकि भंडारण, परिवहन और बिक्री के दौरान वे खो न जाएं या क्षतिग्रस्त न हों।
पैकिंग से उत्पाद की स्वच्छता सुनिश्चित होती है। पैकिंग से पहले उत्पाद की सतह की स्वच्छता की पुष्टि करें।
हमारे उत्पाद उपयोगकर्ताओं द्वारा व्यापक रूप से मान्यता प्राप्त और विश्वसनीय हैं तथा वे लगातार बदलती आर्थिक और सामाजिक आवश्यकताओं को पूरा कर सकते हैं।
अपने दिन की शुरुआत सही तरीके से करें, कास्टिंग स्टील स्पूल स्पिंडल की मरम्मत संबंधी किसी भी आवश्यकता के लिए लुओयांग गुआंगवेई प्रिसिजन मैन्यूफैक्चरिंग टेक्नोलॉजी लिमिटेड से संपर्क करें।
हमारे पास यह सुनिश्चित करने के लिए प्रौद्योगिकी, उपकरण और ज्ञान है कि आप 100% संतुष्ट होंगे।
हमारे तकनीशियन अत्यंत अनुभवी हैं और उद्योग में सर्वश्रेष्ठ हैं।
आइए देखें कि हम किस प्रकार आपका डाउनटाइम बचा सकते हैं और आपको सक्रिय रख सकते हैं।
समय ही धन है, अभी निर्णय लें!
गुआंगवेई@gwspool.कॉम या +86-379-64593276





