




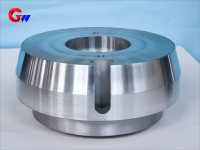
कास्टिंग स्टील रोलर कोन हेड
जीडब्ल्यू परिशुद्धता कास्टिंग स्टील रोलर शंकु सिर रोलिंग मिल के महत्वपूर्ण घटकों में से एक है।
- GW Precision
- लुओयांग, चीन
- संविदागत शर्त
- 1000 टुकड़े
- जानकारी
कास्टिंग स्टील रोलर कोन हेड
कास्टिंग स्टील रोलर कोन हेड का उपयोग मुख्य रूप से धातुकर्म रोलिंग मिलों, खनन मशीनरी, भारी उपकरणों और अन्य अवसरों में किया जाता है, जिन्हें उच्च रेडियल और अक्षीय भार की आवश्यकता होती है। इसकी डिज़ाइन विशेषता टेपर्ड रोलर बीयरिंग (जैसे टिमकेन श्रृंखला) का उपयोग है जो एक साथ रेडियल और अक्षीय बलों का सामना कर सकता है, जो उच्च प्रभाव, उच्च गति या भारी भार की स्थिति के लिए उपयुक्त है।
कास्टिंग स्टील रोलर कोन हेड के अनुप्रयोग परिदृश्य
1. मुख्य अनुप्रयोग क्षेत्र
गर्म/ठंडी रोलिंग मिल: रोलिंग बल और अक्षीय गति का सामना करने के लिए कार्यशील रोल, मध्यवर्ती रोल या सहायक रोल को सहारा देती है।
खनन मशीनरी: क्रशर और बॉल मिल जैसे भारी उपकरणों की ट्रांसमिशन प्रणालियों के लिए उपयोग किया जाता है।
पवन ऊर्जा उपकरण: बड़े पवन टरबाइन मुख्य शाफ्ट असर सीट।
जहाज/भारी मशीनरी: उच्च भार वाले घूर्णन घटक जैसे प्रोपेलर शाफ्ट और गियरबॉक्स।
2. नौकरी की विशेषताएँ
उच्च भार: रेडियल बल (रोलिंग बल) और अक्षीय बल (रोलिंग रोल मूवमेंट) का सामना करता है।
उच्च तापमान/उच्च प्रदूषण वातावरण: गर्म रोलिंग परिस्थितियों में ताप प्रतिरोध और ऑक्सीकरण रोकथाम की आवश्यकता होती है; खनन वातावरण को धूलरोधी और जलरोधी होना चाहिए।
उच्च परिशुद्धता आवश्यकता: बेयरिंग सीट के आंतरिक छेद और बेयरिंग के बाहरी रिंग (आमतौर पर H7 या H8 स्तर) के बीच फिटिंग सटीकता।
कास्ट स्टील रोलर की शंक्वाकार बेयरिंग सीट के लिए ताप उपचार प्रक्रिया
कास्ट स्टील रोलर की शंक्वाकार असर सीट आमतौर पर कम मिश्र धातु कास्ट स्टील (जैसे ZG35CrMo, ZG42CrMo) से बनी होती है, और गर्मी उपचार प्रक्रिया इस प्रकार है:
1. पूर्व उपचार (एनीलिंग या सामान्यीकरण)
उद्देश्य: कास्टिंग तनाव को खत्म करना, अनाज के आकार को परिष्कृत करना, और मशीनीकरण में सुधार करना।
प्रक्रिया: 850-900 तक गर्म करें℃और वायु शीतलन (सामान्यीकरण) या भट्ठी शीतलन (एनीलिंग) से पहले गर्म रखें।
2. शमन और तड़के उपचार (शमन+तड़का)
शमन: 850-900 तक गरम करें℃(सामग्री के आधार पर), तेल शमन या पानी शमन (विरूपण को रोकने के लिए)।
टेम्परिंग: 500-650 पर टेम्परिंग℃मार्टेंसिटिक संरचना प्राप्त करने के लिए, शक्ति और कठोरता को संतुलित करना (कठोरता एचबी 250-320)।
3. स्थानीय सतह सुदृढ़ीकरण (वैकल्पिक)
प्रेरण कठोरता: पहनने के प्रतिरोध (कठोरता एचआरसी 50-55) में सुधार करने के लिए बेयरिंग स्थापना सतह की उच्च आवृत्ति शमन।
कार्बराइजिंग/नाइट्राइडिंग: थकान प्रतिरोध को बढ़ाने के लिए उच्च मिश्र धातु इस्पात के लिए उपयुक्त।
4. तनाव मुक्ति एनीलिंग (परिशुद्ध मशीनिंग के बाद)
200-300 पर कम तापमान एनीलिंग℃मशीनिंग तनाव को समाप्त करता है और विरूपण को रोकता है।
समारोह परिचय:
1. टॉर्क का संचरण: शंकु सिर का उपयोग मोटर के घूर्णी टॉर्क को अधिक संचरण करने के लिए किया जाता है
कुशलतापूर्वक, एक सुचारू रोलिंग प्रक्रिया सुनिश्चित करना।
2. कनेक्शन स्थिरता में सुधार: शंकु सिर डिजाइन के बीच कनेक्शन स्थिरता में सुधार करने में मदद करता है
रोलर हेड और कपलिंग शाफ्ट को मजबूत बनाता है, जिससे उच्च गति पर ढीलापन या घिसाव कम होता है।
3. विभिन्न रोलिंग आवश्यकताओं के लिए अनुकूलन: शंकु सिर का डिज़ाइन विभिन्न प्रकार की रोलिंग आवश्यकताओं के अनुकूल होने में मदद करता है।
रोलिंग प्रक्रियाएं, जैसे गर्म रोलिंग और ठंडी रोलिंग, साथ ही विभिन्न सामग्रियों की रोलिंग आवश्यकताएं।
संबंधित उत्पाद




